PRECISION SLITTING
Efficient manufacturing, whether of paper, cloth or foam, demands high volumes. To get the throughput, production lines are set up to make material in the widest possible widths. That’s why rolls straight from the mill, loom or foam producer are usually at least 72″ wide, sometimes much more.
Those rolls are convenient for shipping, distribution and storage, but for the end users, not so much. It depends on the application, but many want rolls that are somewhere between 1″ and 6″ wide. Getting to that width means slicing up the roll.
There are two ways of slitting wide rolls of material, rewind slitting and log slitting. Selecting the most appropriate depends on factors like the number of rolls needed, the type of material, and the edge quality sought.
Rewind Slitting
In the rewind process the roll is unwound and pulled through a series of blades before being, yes, rewound. Rewind slitting machines can take up a lot of room and have the problem that material is recoiled in the opposite direction to how it came off the roll. For some materials, like those with a pressure sensitive adhesive (PSA) on one side, that means another operation to re-rewind the material back into the original orientation.
Producing thin rolls with rewind slitting can be a challenge as the new roll may become unstable. At best it would have uneven edges, but worst case, it might just be scrap. The other issue is that the whole roll is slit at once, so it’s not really a slit-to-order kind of process. (Yes, it is possible to rewind-slit a roll into just two parts, but why? It would make more sense to use a log slitter.)
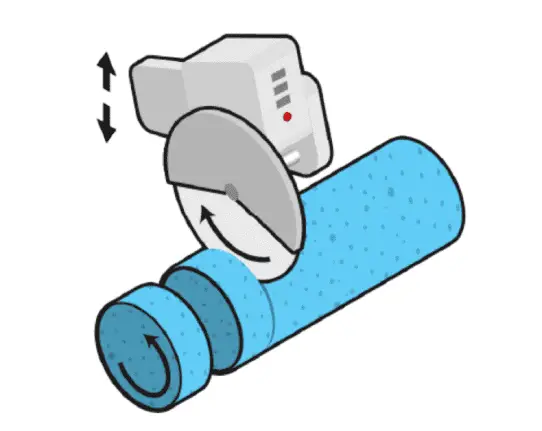
Log Slitting
Log slitting really is like cutting a tree trunk into logs. It’s done on machine that’s part lathe and part circular saw. One end of the roll is mounted in a chuck and supported horizontally on long shaft threaded down the center. Moving along the bed of the machine, parallel to the roll, is what looks like a circular saw, although in this process it’s actually a knife.
After loading, both the roll and the knife blade start to turn. Beginning at the end furthest from the chuck, the knife blade is pushed into the material roll, where it parts off a thinner roll of material. To cut the next roll the knife is withdrawn, moved along by a distance equal to the thickness needed, and pushed in again.
The advantages of roll slitting are that it’s fast, there’s next to no set up, and it provides a slit-to-order capability. If asked, it’s possible to cut each roll to a different thickness.